
富士多牽引變頻器線性同步控制系統設計
[摘要]:富士電機帶有兩路通訊口的專用控制器內嵌各種專用控制軟件,尤其是在控制富士變頻器方面,給用戶提供了極大的方便和二次開發應用空間.標準的各種功能塊,可輕松調用,對于電機線性同步控制,線速度控制,張力調節控制有著極為方便和可靠的應用.
[關鍵詞]:富士 專用控制器 多牽引變頻器 線性同步控制系統
一. 前言:
富士電機是國際著名的自動化產品生產商,所生產的變頻器,PLC,人機界面,和低壓電器等深受廣大用戶喜愛.富士貿易是富士電機各種工業自動化產品代理商和系統集成商,注重于為用戶提供整體自動化解決方案,并配套提供富士電機優質自動化產品,同時提供完善的售前、售后服務。現將某薄膜自動化線性同步多牽引控制系統方案介紹如下,供各位參考。
富士電機是國際著名的自動化產品生產商,所生產的變頻器,PLC,人機界面,和低壓電器等深受廣大用戶喜愛.富士貿易是富士電機各種工業自動化產品代理商和系統集成商,注重于為用戶提供整體自動化解決方案,并配套提供富士電機優質自動化產品,同時提供完善的售前、售后服務。現將某薄膜自動化線性同步多牽引控制系統方案介紹如下,供各位參考。
二. 設計要求:
1. 該系統共有11臺牽引電機和送卷分布于整個生產線的各個環節.整條生產線總長達到35米.設備分散,但控制要求集中,并且要求相互匹配及隨動線性同步,對各臺電機的速度精度及力矩精度和力矩方向調整有較高要求.總共11臺電機如下:15KW兩臺,其中一臺為主牽引電機,其他電機線性比例同步跟蹤主電機自動調速.7.5KW四臺為中間牽伸電機,速度跟隨主電機.11KW兩臺,為次牽伸電機, 速度跟隨主電機.5.5KW電機三臺, 速度跟隨主電機,輸出轉矩大小及方向隨動,主要起張力控制和輔助調節作用.
2. 本系統分為自動和手動兩種控制方法.
手動為調試及工藝存儲和系統應急時的操作.
自動為三十種工藝的調用和自動運行.及相關數據記錄和報警記錄.
3. 以上1和2點要求為一個車間(一條生產線)的標準.工廠有四條這種生產線,要求由總調度室計算機通過大屏幕集中監控,并保存記錄各種生產數據.
4. 系統設計圖如下: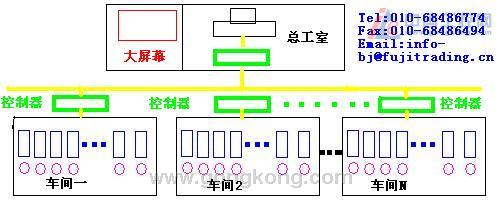
1. 該系統共有11臺牽引電機和送卷分布于整個生產線的各個環節.整條生產線總長達到35米.設備分散,但控制要求集中,并且要求相互匹配及隨動線性同步,對各臺電機的速度精度及力矩精度和力矩方向調整有較高要求.總共11臺電機如下:15KW兩臺,其中一臺為主牽引電機,其他電機線性比例同步跟蹤主電機自動調速.7.5KW四臺為中間牽伸電機,速度跟隨主電機.11KW兩臺,為次牽伸電機, 速度跟隨主電機.5.5KW電機三臺, 速度跟隨主電機,輸出轉矩大小及方向隨動,主要起張力控制和輔助調節作用.
2. 本系統分為自動和手動兩種控制方法.
手動為調試及工藝存儲和系統應急時的操作.
自動為三十種工藝的調用和自動運行.及相關數據記錄和報警記錄.
3. 以上1和2點要求為一個車間(一條生產線)的標準.工廠有四條這種生產線,要求由總調度室計算機通過大屏幕集中監控,并保存記錄各種生產數據.
4. 系統設計圖如下:
三.各種控制設備介紹:
1.主控器選用日本富士電機吹上工廠設計并制造的NW系列控制器,它具有16K程序步,并有許多專用的軟件控制模塊供客戶調用,有10K的數據存儲與交換區供數據處理,最重要的是自帶兩路RS-485通訊口,一路可與各種設備進步通訊處理,一路可以實現CPU之間的高速通訊,同時還有一個編程口,可以編制程序及與上位機進行通訊,并且CPU和I/O模塊可任選組裝,內置變頻器通訊軟件,及同步線性控制軟件,即可控制多臺變頻器角速度,也可控制多臺變頻器線速度.價格與一臺小型PLC相當。
2.變頻器選用富士電機變頻器G1系列。自帶通訊卡,多種控制傳動方法.
1.主控器選用日本富士電機吹上工廠設計并制造的NW系列控制器,它具有16K程序步,并有許多專用的軟件控制模塊供客戶調用,有10K的數據存儲與交換區供數據處理,最重要的是自帶兩路RS-485通訊口,一路可與各種設備進步通訊處理,一路可以實現CPU之間的高速通訊,同時還有一個編程口,可以編制程序及與上位機進行通訊,并且CPU和I/O模塊可任選組裝,內置變頻器通訊軟件,及同步線性控制軟件,即可控制多臺變頻器角速度,也可控制多臺變頻器線速度.價格與一臺小型PLC相當。
2.變頻器選用富士電機變頻器G1系列。自帶通訊卡,多種控制傳動方法.
四.小結:本系統以非常便宜的價位實現了多牽引變頻器線性同步控制,并且主要控制器件為富士電機日本原裝產品,性能穩定可靠。
本文標簽:富士多牽引變頻器線性同步控制系統設計
* 由于無法獲得聯系方式等原因,本網使用的文字及圖片的作品報酬未能及時支付,在此深表歉意,請《富士多牽引變頻器線性同步控制系統設計》相關權利人與機電之家網取得聯系。








